Tool designation (Designation)
A1249XPL-1/16IN
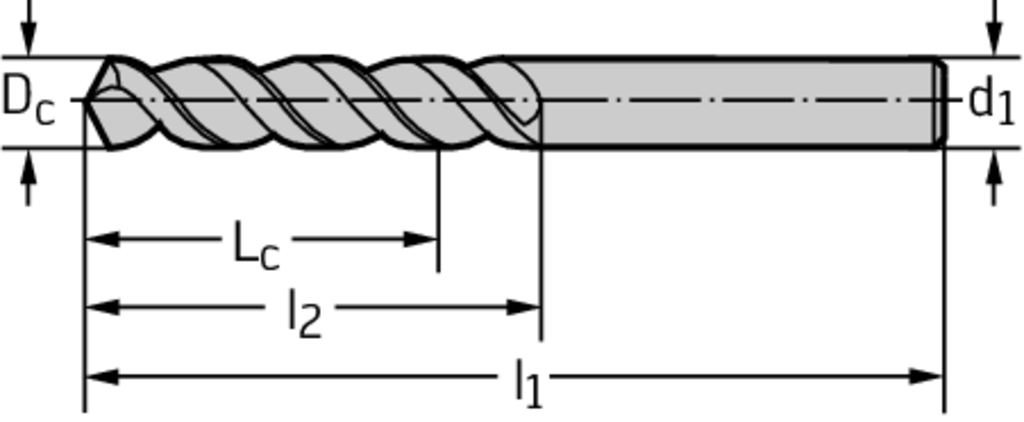
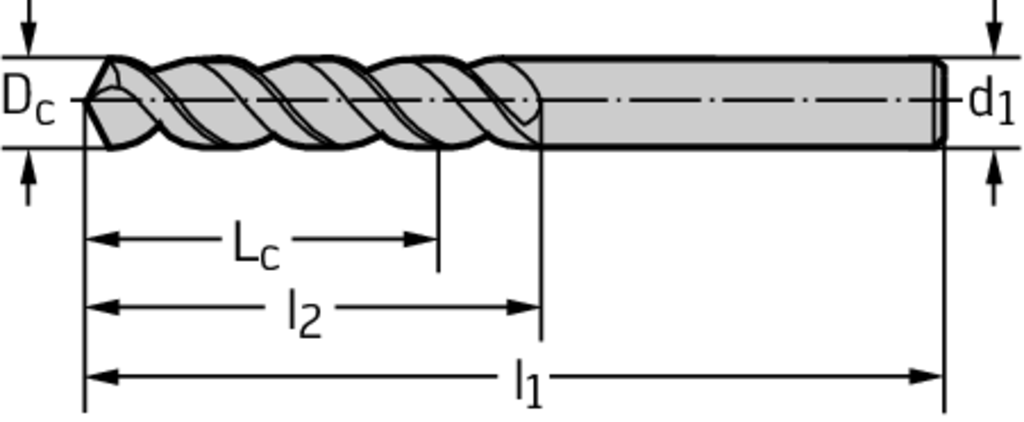
Cutting edge diameter (D c)
1.588 mm
Cutting edge diameter (D c)
1/16" Inch_No_Let
Cutting edge length (L c)
17 mm
Overall length (l 1)
43 mm
Projection length (l 2)
20 mm
Shank diameter (d 1)
1,588 mm
Insert Shape
A1